Как сделать трубогиб
Содержание
- Требования к извивам
- Систематизация гибочных станков
- Советы самодельщикам
- Как гнут трубы и профили?
- Видео: ручной трубогиб
- Об электроприводе
- Результат
Если без воды и ни туды, и ни сюды, то без трубы вообщем и ни туды, и ни сюды. По трубам не только лишь текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без различного рода профилей, стандартных и фасонных.
Все это необходимо гнуть, и не как попало, а по форме и в размер. Можно ли сделать неплохой профилегибочный станок своими руками? Можно, как – поглядим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.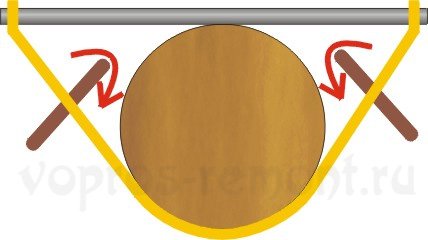
Требования к извивам
До того как браться за принципы и конструкции, необходимо знать, до какой степени трубы и профили можно изгибать. Извив на угол – это уже не извив, а надлом: нести нагрузку и пропускать поток он не способен. Требования к извивам труб таковы:
- При толщине стены трубы до 2 мм и поперечнике d=5-20 мм мало допустимый радиус извива R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, извив необходимо делать сборным из секций.
- Если толщина стены более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще обширнее гнуть снова же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Обозначенные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая крепкость металла компенсируется его высочайшей пластичностью. Для алюминия значения малого радиуса извива, выраженного в поперечниках трубы, необходимо прирастить на единицу (если для стали R=4d, то для того же алюминия будет R=5d), а для дюраля – более чем на 2 единицы.
То же касается труб железных блестящих и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, обычно, нельзя, кроме труб из бериллиевой бронзы. Кадмированные железные трубы гнутся как обыденные.
Примечание: у особо тонкостенных труб нормируется толщина стены трубы зависимо от поперечника просвета; скажем, при поперечнике просвета в 5 мм стена может быть 0,3; 0,4; 0,5 мм, а при поперечнике просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение поперечника просвета к толщине стены трубы 6-12,5 для толстостенных и наименее 6 – для особо толстостенных.
Допустимые радиусы извива и его методы для профилей указываются в спецификациях на их. В первом приближении можно считать d равным Большему размеру сечения профиля. Принципиально знать, что нажим на профиль при изгибании должен быть на его сплошную либо выпуклую сторону, по другому обратная пойдет складками. Хоть какой гибочный станок должен конструироваться и изготовляться с учетом этих событий.
Систематизация гибочных станков
Не промышленные гибочные станки классифицируются по последующим признакам:
- По методу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электронный, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
 Пояснения к п. 2: стационарный станок просит установки на крепкой устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый не считая того и не дает момента отдачи, им можно воспользоваться на весу, справа на рис.
Пояснения к п. 2: стационарный станок просит установки на крепкой устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый не считая того и не дает момента отдачи, им можно воспользоваться на весу, справа на рис.
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать хоть какой, не считая стационарного на отдельном фундаменте. Потому при покупке руководствуйтесь приводимыми ниже сведениями, в особенности что касается опорной поверхности. Например, ручным гидравлическим трубогибом на обыкновенном столе воспользоваться нельзя – качать ручку домкрата приходится со значимым усилием, и оно передается на стол.
 Хоть какой профилегиб может быть огромным и небольшим, легким и томным, созданным для узкой и грубой работы, развивающим усилие в пару килограмм либо несколько тонн. Посмотрите на рис. слева: простая сварная рама, авто домкрат, который не растерял пригодности для использования по прямому предназначению. Таковой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Хоть какой профилегиб может быть огромным и небольшим, легким и томным, созданным для узкой и грубой работы, развивающим усилие в пару килограмм либо несколько тонн. Посмотрите на рис. слева: простая сварная рама, авто домкрат, который не растерял пригодности для использования по прямому предназначению. Таковой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Советы самодельщикам
Чтоб сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, необходимо верно подобрать по усилию изгибания размеры деталей станины. Подразумевается, что сделана она будет из обыкновенной конструкционной стали.
Толщину металла деталей станины следует брать более 1/6 поперечника изгибаемой трубы. Например, если необходимо гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, по другому туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть в два раза больше, так же как меньшая толщина пуансона с матрицей. Поперечникы роликов выбираются более 3-х поперечников трубы для изгибания прокатом, и по допустимому радиусу извива во всех других случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше 3-х поперечников трубы, а размер полки швеллера – более 2 его поперечников. К примеру, при тех же 35 мм максимум изгибаемых для станины нужен или уголок 100х6, и это на пределе, или швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно достигнуть такими методами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным методом – обкаткой по ложементу.
По первому методу действует простой и древний лучковый трубогиб, см. рис. Все, что для него необходимо – круглая деревяшка, веревка, два крепких прута либо палки-воротка и отлично прокаленный, а потом промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый метод имеет значимый недочет: фактически в протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Потому неплохой точности таким методом достигнуть нереально, и в нынешних серийных трубогибах он не применяется.
При разовой работе без особенных требований к точности лучковый трубогиб может выручить и в наши деньки. Если требуется большой радиус извива, к примеру, для дуг теплицы, шаблон делают из вбитых в древесный щит штырей. Но для работ более четких и ответственных лучше выискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся дальше. Заодно поглядим, какой из готовых покупных зачем годится.
Выдавливание
Выдавливание только снаружи похоже на лучковое изгибание, вывернутое навыворот. По сути выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам извива: крутящиеся ролики либо поворотные ботинки. Потому вектор усилия всегда перпендикулярен трубе и можно получить четкий извив.
Выдавливание как метод гнутья отлично тем, что никогда не дает складок, быстрее труба порвется. Но для выдавливания необходимо равномерно и плавненько нарастающее усилие, чтоб металл изгибаемого профиля успевал течь, из-за чего в индустрии выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах преобразуется в достоинство неповоротливость ручной гидравлики и ее маленькая отдача на руку, позволяющая ощущать материал, а малогабаритный гидродомкрат дает усилие в тонны.
 Гидравлический профилегиб с ручным приводом – более нередкое выполнение переносных массивных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно железные трубы до 76-100 мм. Домкрат может быть как интегрированным своим, так и авто; под него делают седло с оголовком. Радиус извива меняют подменой пуансона-башмака из комплектного набора.
Гидравлический профилегиб с ручным приводом – более нередкое выполнение переносных массивных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно железные трубы до 76-100 мм. Домкрат может быть как интегрированным своим, так и авто; под него делают седло с оголовком. Радиус извива меняют подменой пуансона-башмака из комплектного набора.
Но мобильный гидротрубогиб со сменными ботинками просит установки на крепкую опору из-за существенного усилия отдачи, и нельзя получать фигурные извивы. Потому выгибающие профилегибы используются в главном для монтажа водопроводной и газовой разводки от магистрали до квартиры, также в мастерских, производящих гнутые детали штучно либо маленькой серией.
Нередко употребляется маленький давящий трубогиб для монтажа тонкостенных медных либо металлопластиковых труб: таковой ручной инструмент с реечно-храповой подачей пуансона размером чуток больше пассатижей, но тонкие трубы гнет с ювелирной точностью. В особенности подходящ таковой для монтажа сплит-систем, там из-за параметров хладоагента складки на трубках недопустимы.
Извив прессованием
При изгибании прессованием обрабатываемая деталь зажимается меж не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обыденных слесарных тисков, кусочка негожего тормозного барабана и половинки шкива: в губах тисков 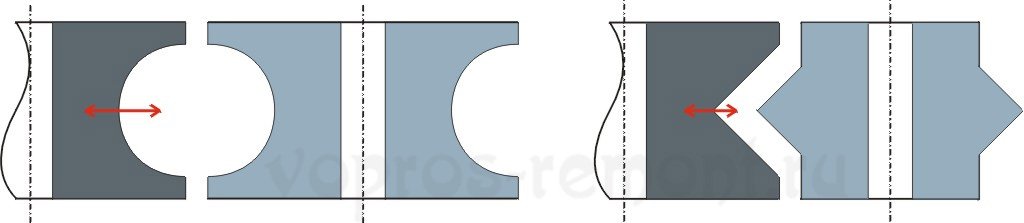 сверлят отверстия, нарезают в их резьбу и укрепляют на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много содействует консистентная смазка рабочих поверхностей. Принципиальное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; в особенности это принципиально для гнутья уголков.
сверлят отверстия, нарезают в их резьбу и укрепляют на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много содействует консистентная смазка рабочих поверхностей. Принципиальное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; в особенности это принципиально для гнутья уголков.
Четкий извив прессом просит кропотливой разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним махом штампа можно получить извив очень сложной конфигурации, потому гнутье прессованием применяется в главном в индустрии.
Извив прокаткой
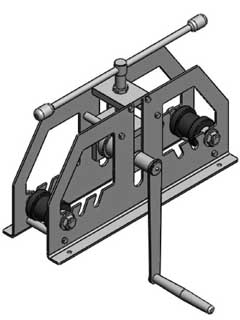 При гнутье прокаткой деталь протаскивают меж 2-мя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно поменять зубчатой рейкой с храповиком, гидравликой либо винтом. Ручной профилегибочный станок такового типа – конструкция достаточно непростая, см. рис. справа, и просит крепкой опоры из-за огромных усилий отдачи. Но прокатной профилегиб имеет последующие принципиальные достоинства:
При гнутье прокаткой деталь протаскивают меж 2-мя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно поменять зубчатой рейкой с храповиком, гидравликой либо винтом. Ручной профилегибочный станок такового типа – конструкция достаточно непростая, см. рис. справа, и просит крепкой опоры из-за огромных усилий отдачи. Но прокатной профилегиб имеет последующие принципиальные достоинства:
- Высочайшая производительность – скорость ручного гнутья может быть до 3 м/мин и поболее.
- Капролактамовыми либо фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом извива, в т.ч. плоские спирали.
- Сочитая два последних метода, можно получать спирали конические и другие детали с пространственным извивом.
Сложное гнутье в домашних критериях на прокатном (либо еще – протяжном) профилегибе идеальнее всего выходит при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким методом удается получать сложные огромные пружины либо  декоративные детали, которые позже полностью сходят за высококачественную художественную ковку, и по соответственной стоимости. В индустрии прокатные гибочные станки с микропроцессорным управлением также употребляются очень обширно.
декоративные детали, которые позже полностью сходят за высококачественную художественную ковку, и по соответственной стоимости. В индустрии прокатные гибочные станки с микропроцессорным управлением также употребляются очень обширно.
Роликовая гибка
Роликовое изгибание – композиция извива с прокаткой: ролик-пуансон обкатывается по закрепленной с 1-го конца трубе, прижимая ее к ролику-ложементу либо ботинку. Так как коренной конец трубы закреплен бездвижно, касательная составляющая вектора усилия на нем не появляется, длиннющий рычаг дает возможность сделать изгибающее усилие, сопоставимое с гидравликой, а под катящимся пуансоном металл отлично и стремительно течет.
Роликовый трубогиб дает приемлемую точность и хорошую для ручной работы производительность: извив делается одним движением  рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.
рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.
Но гнутье роликом железных труб просит крепкой опоры и значимых усилий, а гнутье маленьких тонкостенных довольно сурового навыка: очень стремительно либо резко дернув рычаг, можно трубку либо сплющить, либо погнать по ней складки. Бывалые мастера с набитой рукою для монтажа сплитов, квартирного газа либо металлопластика предпочитают воспользоваться конкретно роликовыми маленькими трубогибами (см. рис. справа): по размерам и весу они только немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания выходит в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе
 Бытовой электронный профилегиб (см. рис) совсем не машина для лодырей, как его время от времени именуют. Он имеет принципиальное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Потому электронный гибочный станок можно поставить на мягенькую землю, на ветхий пол веранды на даче и т.п.
Бытовой электронный профилегиб (см. рис) совсем не машина для лодырей, как его время от времени именуют. Он имеет принципиальное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Потому электронный гибочный станок можно поставить на мягенькую землю, на ветхий пол веранды на даче и т.п.
Но его необходимо подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Не считая того, для использования обычным электронным профилегибом нужен навык: отдачи на руку нет, не успел выключить – профиль пошел складками, либо надломился, либо потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Результат
Сейчас вы понимаете о бытовых профилегибочных станках и инструменте все основное и существенное. Возлагаем надежды, что данный материал поможет вам избрать сообразно цели использования конструкцию для самостоятельного производства либо модель для покупки.
Ответить
Хотите присоединиться к обсуждению?Не стесняйтесь вносить свой вклад!