Листогиб своими руками
Содержание
- Qui prodest?
- Мастерам на заметку
- Конструкции листогибов
- Привод
- Схемы и предназначение
- Беремся за листогиб
- Доводим до мозга
- Видео: пример готового самодельного листогиба
- Зиг-машина
- Что кому?
- Видео: обычный листогиб — изготовка и применение
Сделать листогибочный станок своими руками не настолько уж трудно, но мастера, как самодельщики-любители, так и живущие своим трудом ИП, употребляют его пока не много. Меж тем стоимость только готовых дополнительных частей кровли — ендов, коньков, карнизных планок – и водосточных труб с желобами в разы превосходит цена материала. То же касается картин (листов кровли, полностью готовых к настилке) с отбортовкой кромок под двойной фальц. И это только кровельные работы.
Меж тем многие мастера до сего времени предпочитают или брать готовые детали, теряя в заработке, или по старинке обходиться выколоткой, теряя возможных клиентов – современная продукция кондового вида иметь не должна. Что здесь не так: экономика, техника, предрассудки? А, может, просто неосведомленность? Может быть, нужен просто ясный чертеж листогиба, который можно было бы сконструировать самому в сараюшке, и воспользоваться им длительно и удачно? Попробуем разобраться.
Из главных характеристик (экономичность, производительность, простота конструкции) необходимо найти еще долговечность при условии размеренного результата работы. В разгар сезона, когда денек год кормит, возиться с починкой либо наладкой некогда, а при эпизодическом использовании раз за месяц не каждый месяц можно вообщем обойтись без специального оборудования, см. дальше.
Минимум требований – у мастера на все руки, который кровельно-жестяницкими работами занимается от варианта к случаю при наличии заказов; такому брать станок промышленного производства затратно, не окупится. Но тогда самодельный листогиб должен выдерживать более 1200-1500 рабочих циклов за сезон без ухудшения свойства гибки. Еще есть принципиальный момент – профлист. Поточнее, самостоятельное его создание. Его стоит коснуться особо.
Qui prodest?
В переводе с латыни – кому прибыльно? Создавать профлист без помощи других, хотя бы себе, материал-то очень нужный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. дальше) стоит около $2000. На нем как бы можно за день-два тонну оцинковки 0,55 ценой $1000 перевоплотить в 250 кв. м профлиста, которые покупные обошлись бы в $1400. Казалось бы, ровная выгода; в особенности, если не ожидать акции распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
 Профлист не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; с виду и на ощупь шероховатый участок извива определяется не всегда, но скоро от него поползет трещинка. А кто на данный момент даст заказ без гарантии? Извольте исправлять. За свои, очевидно.
Профлист не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; с виду и на ощупь шероховатый участок извива определяется не всегда, но скоро от него поползет трещинка. А кто на данный момент даст заказ без гарантии? Извольте исправлять. За свои, очевидно.
Можно уменьшить прижим, но тогда волна пойдет необычная. Заказчик эталонов, может быть, и не знает, но сходу увидит – материал не тот. Поставьте, будьте разлюбезны, как у всех, либо – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим либо вальцы? Какая уж здесь производительность с рентабельностью.
Линия (фактически, прокатный стан) для профлиста – это непростой агрегат, см. рис. Направьте внимание на количество и конфигурацию валков. Предназначение таковой системы – разогнать остаточные напряжения по листу, чтоб те не вышли за допустимые пределы. Потому волна формируется равномерно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Размеренное качество готовой продукции гарантируется только для определенных марок стали определенного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна спец производственная площадь с подходящим лимитом употребления электроэнергии и контуром заземления, хотя для обслуживания довольно 1-го оператора. Есть ли в вашей операционной зоне (просто – в доступных вам округах) неудовлетворенный спрос на профлист, позволяющий все это окупить в применимые сроки? И готовы ли вы начать полностью суровый бизнес с жесткой конкурентнстью?
Мастерам на заметку
$2000 мастеру-индивидуалу «отбить», естественно, тяжело. Потому попробуем разобраться, как все-же сделать листогиб самому. Не для профлиста, а для различных кровельно-жестяницких работ, на которых тоже можно хорошо жить, и подсобрать денежек на старт чего-то посерьезнее. Необычная мелочь принципно не поддается унификации, а нужна всегда. И самодельный листогиб здесь может стать очень неплохим подспорьем.
О покупных ручниках
Чтоб покончить с «фирмой» (статья не маркетинговая) и перейти к самоделкам, поглядим кратко, что можно приобрести, если все-же необходимо. На рынке непременно доминируют TAPCO и VanMark. И практически неизвестен российский СКС-2, производимый в Орске. По стоимости все приблизительно схожи; ширина рабочей зоны у нашего 2,5 м против 3 у иностранцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
Зато уралец – проходного типа; можно, например, тянуть водостоки до 90х90 мм. Подъем/опускание траверсы – эксцентриками, не надо крутить маховики. Оснащается отрезным ножиком. Отзывы юзеров – не то что подходящие, экзальтированные. Общий тон – «незаменимый работяга».
История повторяется. О схожих ситуациях в прямом эфире по ЦТ высказался после собственной поездки в Америку (это когда он там по трибуне ООН туфлей колотил и угрожал устроить всем кузькину мама) Никита Хрущев. Дескать, в Штатах всякую непотребную дрянь продавать могут, а у нас нужные доброкачественные вещи подать как надо не могут.
Конструкции листогибов
Привод
Гибочное и прессовое оборудование с механическим приводом (маховик с фрикционом и кривошипом либо падающий груз с системой  блоков, тросов и рычагов) имеет высочайший КПД, но все равно уходит в прошедшее. Механика дает резкий импульс (удар) сначала рабочего хода, а к концу он слабнет. Для гибки/прессовки необходимо как раз оборотное.
блоков, тросов и рычагов) имеет высочайший КПД, но все равно уходит в прошедшее. Механика дает резкий импульс (удар) сначала рабочего хода, а к концу он слабнет. Для гибки/прессовки необходимо как раз оборотное.
КПД электропривода с уменьшением размеров обрабатываемой детали быстро падает. Чтоб отформовать профлист на описанной чуть повыше стане, хватает 12 кВт. Чтоб сделать отбортовку на картине кровли, меньше чем 1,5-2 кВт не обойдешься. Дело в том, что наружняя черта электромоторов переменного тока (не считая трехфазных с фазным ротором – сложных, дорогих, требующих постоянного ухода) довольно-таки жесткая. От сопротивления гнущегося металла движок не увеличивает момент на валу, а напротив, скольжение ротора вырастает и момент падает. А энергопотребление при всем этом возрастает.
Гидравлический привод, по идее, безупречен – гидроцилиндр сам автоматом подстраивает свое усилие под сопротивление детали. Но четкие гидросистемы сложны и дороги. Распределить же усилие, скажем, авто домкрата умеренно по всей длине метрового сгиба не возьмется и опытнейший конструктор, как и синхронизировать средствами находящимися под рукой работу 2-ух и поболее.
Остается «ручник», и это не так плохо. Если сконструировать листогиб так, чтоб, как при распашной гребле либо пауэрлифтинге, работали самые сильные и крепкие мускулы (бицухи, широчайшие спины, бедренные, икроножные), а реакция (отдача) станка прижимала стопы к полу, то работа, вследствие ее цикличности, не будет изнурительной. Зато будет вырабатываться навык, который даст точность и производительность.
Для примера: средний человек, взбегающий по просвету лестницы, в течение 1-2 с может развить мощность около 1 л.с. Но уже на 3-ем просвете мускулатура перейдет с кислорода на гликоген, начнет выделяться молочная кислота, и вялость стукнет по телу. Необходимо передохнуть, чтоб рвануть далее.
К сведению о спорте: гребцы поджарые, так как «кендюх» мешает давать полную отмашку корпусом. А вот тяжелоатлетам «мозоль», напротив, помогает держать равновесие при рывке. Но работа мускулатуры у тех и других почти во всем сходна.
Схемы и предназначение
Листогиб – понятие довольно-таки общее. Устройство листогиба зависит то его предназначения. Соответственно нраву работы и необходимо избрать схему самоделки, см. рис.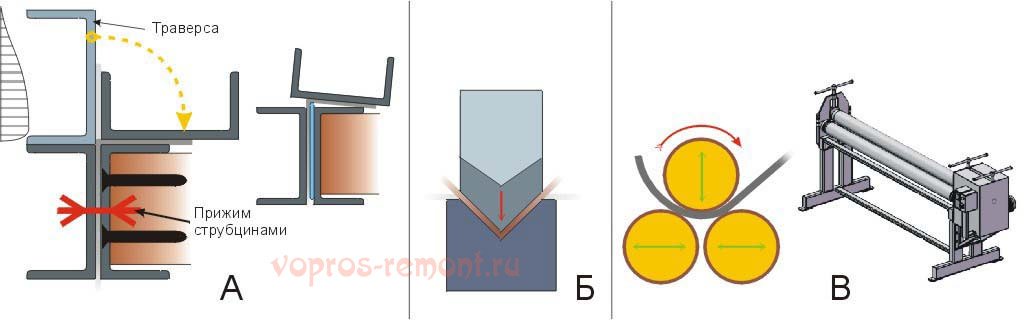
На поз. А – метод, знакомый каждому, кто хоть мало слесарничал. Так можно просто руками сгибать листы до 0,5 м шириной. Если длина гиба менее 200-250 мм, то основание можно не укреплять к верстаку, а совместно с прижимающей опорой и деталью зажать в тиски. Сгиб выходит неплохим, если на траверсу налегать более понизу, как показано на эпюре усилий, и подавать чуток вперед, вроде бы выглаживая сгиб. На таком принципе основано большая часть конструкций самодельных листогибов; мы туда еще доберемся.
Вследствие упругости металла согнуть лист точно под 90 градусов не получится, потому употребляют проставки из полосы металла, как показано на врезке. Почему на разрезе швеллеры, а не уголки? Дальше разглядим и этот вопрос; тривиально обычная с виду конструкция имеет значительные аспекты.
Поз. Б указывает, как работает листогибочный пресс. Пресс как пресс: станина-матрица-пуансон-гидравлика-удар-готово. Используются такие исключительно в промышленном производстве с развитой системой охраны труда: сложны, дороги, требуют квалифицированного ухода и очень травмоопасны. Выскользнувший от неверной заправки либо неисправности оборудования лист способен отсечь человеку руку либо голову.
На поз. В – протяжной (проходной) листогиб. Меняя обоюдное размещение валков, можно задавать радиус извива листа. Проходной листогиб может быть как ручным, так и с электроприводом. Поступающие в широкую продажу, обычно, многофункциональны:
- Гладкие валки созданы для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть изменены на комплектные профилированные листогибочные вальцы, созданные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели оснащаются опорой, прижимом и траверсой для ручной гибки листов.
Конкретно такие листогибы и продаются по $2000 либо около того. Многие оснащаются, либо позже можно докупить, фасонными вальцами для профлиста, но, как уже разобрано, «гнать вал» на продажу на их нельзя. Можно прокатать кусочек, если сейчас необходимо, а брать целый лист смысла нет.
Примечание: еще есть одна увлекательная разновидность листогибочного устройства, но ему, вследствие его высочайшей полезности и относительно низкой цены, будет посвящен отдельный раздел.
Беремся за листогиб
Изготовка собственного листогиба начнем с выработки простых ТУ. А последние рассчитаем, не считая обрисованных выше критериев долговечности, исходя из расхода мышечной энергии, который среднего сложения взрослый мужик способен давать изо денька в денек без ухудшения самочувствия. Очевидно, простота и дешевизна конструкции тоже не на последнем месте. Также станок по массогабаритам должен допускать перевозку в легковушке и применение конкретно на месте работы. Выходит:
- Ширина сгибаемого листа – до 1 м.
- Толщина сгибаемого листа – до 0,6 мм оцинковка; до 0,7 мм алюминий и до 1 мм медь.
- Количество рабочих циклов без переналадки и/либо ремонта – более 1200.
- Угол сгибания – более 120 градусов без ручной доводки; так необходимо для фальцев.
- Применение спецсталей либо необычных заготовок – очень не нужно.
- Сварка – как можно меньше; от нее детали/сборные узлы ведет, а сварные швы хрупки и стремительно устают от знакопеременных нагрузок.
- Металлообработка на стороне (токарка, фрезеровка) – тоже как можно меньше, средств стоит.
Скажем прямо: чертежей готовых конструкций, удовлетворяющих всем этим требованиям, в общедоступных источниках не находится. Мы попробуем усовершенствовать одну, обширно известную, и, в принципе, очень удачную.
Доводим до мозга
Разрез
Принцип устройства этого листогиба ясно виден на разрезе (см. рис. справа и список позиций). Его главное достоинство – успешная эргономичность. При таком рабочем ходе и мышцы работают как следует, и стопы к полу прижимаются, что даже у неопытного оператора даст стабильность результата. А наибольший угол сгибания – 135 градусов, что с огромным припасом на всякую мыслимую и невообразимую упругость сгибаемого листа.
- древесная подушка;
- несущая балка – швеллер 100-120 мм;
- щечка – из листа 6-8 мм;
- обрабатываемая деталь;
- прижимающая опора (прижим) – сварная из уголков 80 и 60 мм;
- ось траверсы – штырь 10 мм;
- поворотная траверса – уголок (?) 80-100 мм;
- рукоять – прут 10 мм.
Материал всех деталей – рядовая конструкционная сталь. Но уже тут условно показано, что траверсу из уголка лучше поменять на швеллер 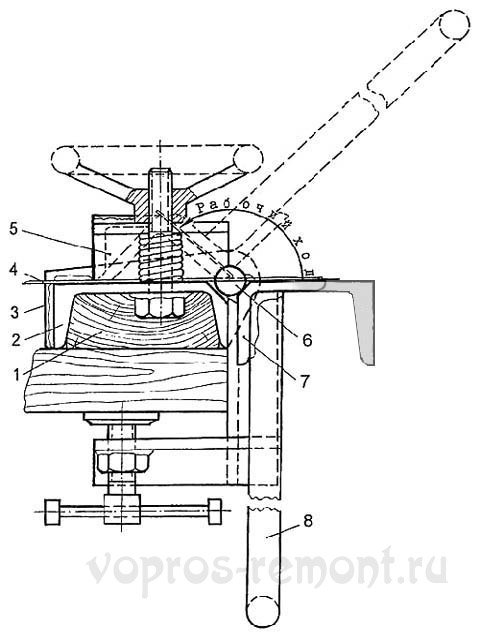 того же типоразмера. Почему? Разберемся подробнее, это принципиально для предстоящего.
того же типоразмера. Почему? Разберемся подробнее, это принципиально для предстоящего.
Реакция (отдача) от сгибаемого листа на траверсу (и прижим, но о нем – дальше) неравномерна по ширине. Посреди, где каждый простый (наимельчайший; это намек на дифференцирование и интегрированием) участок металла окружен со всех боков таким же металлом, она максимальна. На краях, где подпоры с боковой стороны нет – мала.
2-ой момент – лист хоть и узкий, но конечной толщины. Напряжения в обрабатываемой детали будут разливаться, отражаться о краев. В итоге эпюр нагрузки на траверсу и прижим приобретет форму лука с тетивой. На свободных (далеких) кромках полок уголка такая нагрузка даст растягивающее усилие, а металл на растяжение работает непринципиально – стремительно утомляется от него. Самодельщик, соорудивший таковой станок, скоро обнаруживает, что уголок посреди прогнулся и сгиб в центре вздутый.
Боковые полки швеллера – конусновидной формы, и в нем есть более развитые, чем во внутреннем углу уголка, галтели. Это, во первых, сглаживает эпюр – тетива лука еле натянута. Во-2-х, лишняя, казалось бы, боковая полка швеллера оттягивает на себя растягивающие напряжения, которые на ее свободном краю преобразуются в сжатие. А сжатие металл держит – ого-го!
Итог расчета впечатляет: если траверса из уголка выдержит от силы пару сотен гибок, то таковой же ширины швеллер – более 1200! А что такое 200 гибок? Одна либо чуток более кровля в наилучшем случае. В разгар сезона, когда заказчики в очереди стоят, станок портится, и – работа стала. А 1200 операций – означает, сезон выдержит. Зимой же будет время подрихтовать, либо траверсу поменять, либо, подсчитав выручку, приобрести «фирму» с гарантией ресурса.
Деталировка
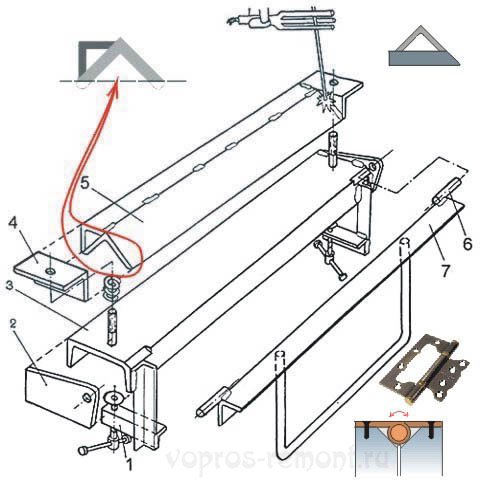
На последующем рисунке уже деталировка со перечнем позиций. Тут не только лишь необходимо убрать кое-какие недочеты, но можно и кое-что дополнительно усовершенствовать.
- струбцина – уголок 40-60 мм; винт М8-М10 с воротком и пяткой;
- щечка;
- несущая балка;
- кронштейн – уголок 110 мм;
- прижимающая опора;
- ось траверсы;
- траверса.
Прижимающая опора
Сначала – о фрезеровке нижней поверхности прижима на плоскость. Она нужна при хоть какой его конструкции, и допустимая выпуклость – менее половины толщины сгибаемого листа (малой! Будем считать ее равной 0,2 мм). По другому лист под нажимом поползет (потечет) – и снова пузатый сгиб.
Так что у хоть какого, кто сам хоть что-то когда-то делал по металлу, советы выглаживать прижим ратфилем либо болгаркой вызовут только улыбку. Необходимо отдавать на фрезеровку. При этом ПОСЛЕ сварки всего узла, когда все, что могло повестись, уже повелось. По другому труды и оплата фрезера пропадут даром.
Дальше, все, что выше сказано о нагрузке на траверсу, справедливо и для прижима. А самая нагруженная его часть – передняя кромка – ничем не подкреплена. Подкрепить же либо поменять всю сборку из уголка швеллером нельзя: угол сгиба получится менее 90 градусов.
В итоге через те же 100-200 операций станок «разинет рот» (либо «улыбнется», если вам более по нраву белоснежный, а не темный юмор) и – тот же вздутый извив. Ввысь прижим не выгнется; тут он укреплен отлично. Но металл на фронтальной кромке от вялости просто-напросто потечет.
Разрез конструкции прижима, по долговечности равного траверсе, показан на врезке справа вверху. База – железная полоса 16х80 мм. Передняя кромка фрезеруется под 45 градусов, и снимается на том же фрезере фаска более 2,5-3 Наибольших толщин сгибаемого железного листа, т.е. 1,5-2 мм. От прогиба ввысь прижим подкрепляется уголком-шестидесяткой на сварке. Фрезеровка, снова же, после всех сварочных работ.
Мысль такая: если в предшествующей конструкции передняя кромка работает наполовину на извив (что для металла еще ужаснее растяжения), то в новейшей – лишь на сжатие. При всем этом общий подпор на кромку не даст ей и потечь скоро.
Примечание: если рядом кое-где на свалке обнаружится старый раскуроченный токарный станок – неувязка траверсы с прижимом решена раз и навечно. Из станины можно вырезать кусочки подходящей конфигурации, выполненные из спецстали и отменной точности.
По количеству рабочих операций для производства оба прижима равноценны: резка, сверловка, сварка, фрезеровка. Материалоемкость нового прижима выше, чем старенького; типоразмеров заготовок для обоих требуется по три. Но соотношение долговечности – как для обрисованных выше 2-ух типов траверс.
Крепление к столу
Последующий момент – струбцины. Создатель конструкции, непременно, ясно представляет для себя роль ребер жесткости, но вот хрупкость и резвую утомляемость сварных швов, похоже, упустил из виду. А рабочий ход траверсы дает переменное растягивающее усилие на струбцины при плечах рычага 10:1 и поболее. Если же струбцина порвется – работе конец, хоть бы все другое совершенно ровненьким осталось. Станок будет сам приподниматься, а не гнуть.
Почему бы совсем не отрешиться от струбцин? И щеки тогда не пригодятся, и сварка для того и другого. Как это сделать?
- Удлинить несущую балку в стороны за границы стола.
- Избрать по ее концам U-образные проушины.
- Укреплять к столу болтами кое-где М10 с фасонными гайками – лапами.
2-ой вариант – отверстия в лапах без резьбы. Болты переворачиваются и натягиваются гайками-барашками. Мало дороже, но в работе удобнее.
Крепление траверсы
Здесь появляется вопрос: как же укреплять траверсу, раз щек уже нет? Ну и не необходимы они. Во-1-х, конструкция выходит неразборной, а траверсу раз в год придется поменять. Во-2-х, вспомним, нам нужна точность порядка 0,1 мм, по другому сгиб вздуется. Как скоро штырь разобьет ординарную «дырку» в щеке на огромную величину? Вопрос риторический. И заодно прошу прощения у коллег-инженеров: я, естественно, знаю, что дырка – кое-где у кого-либо, а в металлообработке – отверстие.
Но как тогда укреплять траверсу? Дверными петлями-бабочками; правая нижняя врезка на рис. Врезки они не требуют (выдуманы специально для железных дверей), и две таких петли держат дверь, бронированную от очереди из «калаша» либо гранаты Ф-1. Чтоб поставить такую, необходимы шестеро здоровых мужчин.
Что касается точности, то большая часть петель-бабочек без усилий выдерживают проверку «на чпок». Если стремительно разнять петлю, то слышен чмокающий звук от замещающего образовавшийся при вытаскивании штыря вакуум воздуха. Т.е., подгонка деталей очень уплотненная, но крутятся просто.
Крепятся бабочки винтами с потайной головкой. Если высадить на металлический сурик, траверса будет стоять нерушимо. Угол открывания – 160 градусов. Наверняка, изобретатель петель-бабочек когда-то и самодельный листогиб делал. Шуточка такая.
Сборка
В конце концов, перед вами – листогиб в сборе:
- несущая балка;
- резьбовый (М10) маховик;
- прижимающая опора;
- обрабатываемый лист;
- струбцина (см. пред.);
- траверса.
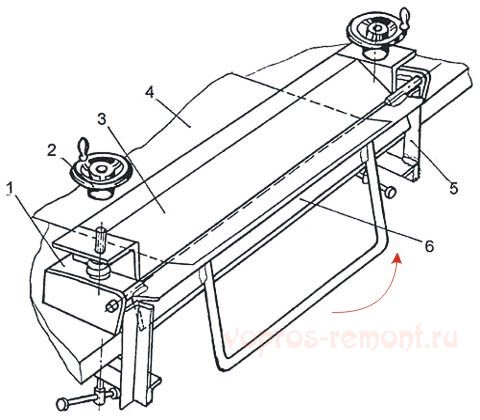 Тут можно сделать всего одно замечание. Может быть, у создателя конструкции валялись кое-где в загашнике гайки-маховики, поэтому и поставил. По сути прижим, чтоб положить очередной лист, придется подымать всего на 2-3 мм. Ну, на 30 мм, если необходимо вытащить картину с уже отформованным на другой стороне фальцем. Шаг резьбы М10 помните? Т.е., не надо длительно крутить маховики, как у пушки при наводке. Довольно гаек-барашков либо даже обыденных в приваренными воротками.
Тут можно сделать всего одно замечание. Может быть, у создателя конструкции валялись кое-где в загашнике гайки-маховики, поэтому и поставил. По сути прижим, чтоб положить очередной лист, придется подымать всего на 2-3 мм. Ну, на 30 мм, если необходимо вытащить картину с уже отформованным на другой стороне фальцем. Шаг резьбы М10 помните? Т.е., не надо длительно крутить маховики, как у пушки при наводке. Довольно гаек-барашков либо даже обыденных в приваренными воротками.
Примечание: после наварки воротков необходимо непременно изгнать резьбу «по полной» – зажав гайку в тисках, и первым, а позже вторым метчиком, либо машинным однопроходным. От сварки резьбу так ведет, что ой…
Видео: пример готового самодельного листогиба
Зиг-машина
Зиг-машина – это, очевидно, не бот в виде орущего Гитлера с протянутой рукою. Зиговочная машина (см. рис.) либо зигмашина – устройство для зиговки, либо зигования. А зиговка – вытягивание на листовых металлозаготовках отбортовок либо особых выбоин – зигов.
 Бортики жесткости на ведрах и тазиках видали? Это и есть зиги. Фактически машинки ради сокращенности также нередко именуют зиговками
Бортики жесткости на ведрах и тазиках видали? Это и есть зиги. Фактически машинки ради сокращенности также нередко именуют зиговками
Зиговочные машины, как надо из определения, тоже относятся к уровню листогибочного оборудования, только специального. Бывают они электронными либо ручными. Последние настольными стационарными (на рис.) либо переносными (мобильными), со струбциной. Такие можно носить с собой в сумке с инвентарем.
Зигмашина – неподменный ассистент в жестяницко-кровельных работах. Зиговать можно не только лишь круглые заготовки обечаек, да и листы. Попытайтесь на самом наилучшем ручном листогибе сделать отгиб под уже упоминавшийся двойной фальц. Зиговкой таковой выходит в один проход; при некой сноровке – прямо на крыше.
Что еще можно получить зиговкой при помощи стандартных пар роликов, видно на последующем рисунке. Буквенные обозначения стандартные; они соответствуют виду производимой операции. Стоит же зиговка втрое-впятеро, а то и вдесятеро дешевле промышленного ручного листогиба.
Видео: работа на зиг-машине
Что кому?
Подведем результат – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка средствами находящимися под рукой, как описано, либо самодельный ручной, если есть припас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому временами перепадают заказы по жести либо кровле – самодельный ручной наподобие описанного плюс, если есть некий излишек средств – зигмашинка.
- Кровельщику либо жестянщику – специалисту, имеющему размеренный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профлиста, стандартных частей кровли либо листовых металлоконструкций – спец промышленное оборудование соответственного предназначения.
Примечание в итоге: для размеренных результатов работы при плотном потоке заказов полагаться на самодельный листогибочный станок все таки не следует – металл в конструкции не тот, от вялости скоро поплывет.
Ответить
Хотите присоединиться к обсуждению?Не стесняйтесь вносить свой вклад!